#Opti-#Mechanikai #Mérőműszerek, #eszközök - #Optimechanic #Measuring #Instruments & #Devices; #Tolómérce, #Slide-meters, #Caliper, #Micrometer,. #Nonius - #Vernier-scale. #Dial-#gauge - #Mérőóra with #Analogue & #Digital #style. #Mitutoyo, #MOM-#Kalibergyár
This is an Abridgement version for facebook readers! - Ez egy Rövidített változat a facebook olvasók részére!

above: NoHigher! Measuring the thickness of a ball-bearing with a caliper - Golyóscsapágy vastagságának mérése tolómércével ⍉ = ?? source: facebook.com


above: NoHigher! Retikul for measuring accessories: 'Mitutoyo' Tool Kit source: pinterest

above: MedRes! Classic analogue Meauring set - Schieblehre Mikrometer Stahlmaßstab source: amazon.de

En. text: A caliper (British spelling also calliper, or in plurale tantum sense a pair of calipers) is a device used to measure the distance between two opposite sides of an object. Many types of calipers permit reading out a measurement on a ruled scale, a dial, or a digital display. But a caliper can be as simple as a compass with inward or outward-facing points. The tips of the caliper are adjusted to fit across the points to be measured and then the caliper is then removed and the distance read by measuring between the tips with a measuring tool, such as a ruler.
It is used in many fields such as mechanical engineering, metalworking, forestry, woodworking, science and medicine.
Plural vs. singular:
A single tool might be referred to as a "caliper" or as "calipers", like a pair of scissors or glasses (a "plural only" or plurale tantum form). In colloquial usage the phrase "pair of verniers" or just "vernier" might refer to a vernier caliper. Colloquially these phrases can also refer to dial calipers, although they involve no vernier scale.
In machine-shop usage, the term "caliper" is often used in contradistinction to "micrometer", even though outside micrometers are technically a form of caliper. In this usage, "caliper" implies only the form factor of the vernier or dial caliper (or its digital counterpart).
Dial caliper:
Instead of using a vernier mechanism, which requires some practice to use, the dial caliper reads the final fraction of a millimeter or inch on a simple dial.
In this instrument, a small, precise rack and pinion drives a pointer on a circular dial, allowing direct reading without the need to read a vernier scale. Typically, the pointer rotates once every inch, tenth of an inch, or 1 millimeter. This measurement must be added to the coarse whole inches or centimeters read from the slide. The dial is usually arranged to be rotatable beneath the pointer, allowing for "differential" measurements (the measuring of the difference in size between two objects, or the setting of the dial using a master object and subsequently being able to read directly the plus-or-minus variance in size of subsequent objects relative to the master object).
The slide of a dial caliper can usually be locked at a setting using a small lever or screw; this allows simple go/no-go checks of part sizes.
Digital caliper:
A popular refinement replaces the analog dial with an electronic digital display that displays the reading as a numeric value. Rather than a rack and pinion, these calipers use a linear encoder. Some digital calipers can be switched between centimeters or millimeters, and inches. All provide for zeroing the display at any point along the slide, allowing the same sort of differential measurements as with the dial caliper. Digital calipers may contain a "reading hold" feature, allowing the reading of dimensions after use in awkward locations where the display cannot be seen. Ordinary 6-in/150-mm digital calipers are made of stainless steel, have a rated accuracy of 0.001 in (0.02mm) and a resolution of 0.0005 in (0.01 mm). The same technology is used to make longer 8-in and 12-in calipers; the accuracy for longer measurements declines to 0.001 in (0.03 mm) for 100–200 mm and 0.0015 in (0.04 mm) for 200–300 mm.
Increasingly, digital calipers offer a serial data output to allow them to be interfaced with a dedicated recorder or a personal computer. The digital interface significantly decreases the time to make and record a series of measurements, and it also improves the reliability of the records. A suitable device to convert the serial data output to common computer interfaces such as RS-232, Universal Serial Bus, or wireless can be built or purchased. With such a converter, measurements can be directly entered into a spreadsheet, a statistical process control program, or similar software.
Use:
A caliper must be properly applied against the part in order to take the desired measurement. For example, when measuring the thickness of a plate a vernier caliper must be held at right angles to the piece. Some practice may be needed to measure round or irregular objects correctly.
Accuracy of measurement when using a caliper is highly dependent on the skill of the operator. Regardless of type, a caliper's jaws must be forced into contact with the part being measured. As both part and caliper are always to some extent elastic, the amount of force used affects the indication. A consistent, firm touch is correct. Too much force results in an underindication as part and tool distort; too little force gives insufficient contact and an overindication. This is a greater problem with a caliper incorporating a wheel, which lends mechanical advantage. This is especially the case with digital calipers, calipers out of adjustment, or calipers with a poor quality beam.
Simple calipers are uncalibrated; the measurement taken must be compared against a scale. Whether the scale is part of the caliper or not, all analog calipers—verniers and dials—require good eyesight in order to achieve the highest precision. Digital calipers have the advantage in this area.
Calibrated calipers may be mishandled, leading to loss of zero. When a calipers' jaws are fully closed, it should, of course, indicate zero. If it does not, it must be recalibrated or repaired. A vernier caliper does not easily lose its calibration but a sharp impact or accidental damage to the measuring surface in the caliper jaw can be significant enough to displace zero. Digital calipers have zero set buttons, for quick recalibration.
Vernier, dial and digital calipers can be used with accessories that extend their usefulness. Examples are a base that extends their usefulness as a depth gauge and a jaw attachment that allows measuring the center distance between holes. Since the 1970s a clever modification of the moveable jaw on the back side of any caliper allows for step or depth measurements in addition to external caliper measurements, in similar fashion to a universal micrometer (e.g., Starrett Mul-T-Anvil or Mitutoyo Uni-Mike).
Zero error:
The method to use a vernier scale or caliper with zero error is to use the formula "actual reading = main scale + vernier scale − (zero error)". Zero error may arise due to knocks that affect the calibration at 0.00 mm when the jaws are perfectly closed or just touching each other. Positive zero error refers to the fact that when the jaws of the vernier caliper are just closed, the reading is a positive reading away from the actual reading of 0.00 mm. If the reading is 0.10 mm, the zero error is referred to as +0.10 mm. Negative zero error refers to the fact that when the jaws of the vernier caliper are just closed, the reading is a negative reading away from the actual reading of 0.00 mm. If the reading is −0.08 mm, the zero error is referred to as −0.08 mm. ...

above: MedRes! caliper measuring instruments metrology measrements source: BlogMech

En. text: The metre (Commonwealth spelling) or meter (American spelling) (from the French unit mètre, from the Greek noun μέτρον, "measure") is the base unit of length in the International System of Units (SI). The SI unit symbol is m. The metre is defined as the length of the path travelled by light in a vacuum in
1/299 792 458 of a second. The metre was originally defined in 1793 as one ten-millionth of the distance from the equator to the North Pole along a great circle, so the Earth's circumference is approximately 40000 km. In 1799, the metre was redefined in terms of a prototype metre bar (the actual bar used was changed in 1889). In 1960, the metre was redefined in terms of a certain number of wavelengths of a certain emission line of krypton-86. The current definition was adopted in 1983 and slightly updated in 2019.
24–28 Sept 1889. 1st General Conference on Weights and Measures (CGPM) Defines the metre as the distance between two lines on a standard bar of an alloy of platinum with 10% iridium, measured at the melting point of ice. ... https://en.wikipedia.org/wiki/Metre
Hu. text: A méter (jele: m) a hosszúság és a távolság alapmértékegysége az SI mértékegységrendszerben.
A méter 1983-ban elfogadott meghatározása a következő: az a távolság, amit a fény vákuumban megtesz a másodperc 1/299 792 458-ad része alatt. A méter önmagában egy hagyományosan kényelmes mértékegység, mivel reális összefüggésben van a többi mértékegységgel a fizika törvényei szerint. Magyarországon 1874 óta törvényes.
A méteretalon története:
A Nemzetgyűlés határozata alapján két csillagász, Jean-Baptiste Delambre és Pierre Méchain felmérte a Föld egyik délkörének a szárazföldre eső részét Barcelona és Dunkerque között. Munkájuk eredményeképp Marc Etienne Janety (XVI. Lajos ékszerésze) 1795-ben négy kilogramm- és négy méteretalont készített finomított platinából. Ezek közül egyet-egyet jelöltek 1799-ben arra a célra, hogy etalonként használják. Ezeket nevezik általánosságban levéltári kilogramm, illetve levéltári méter (Mètre des Archives) néven. A levéltár ebben az értelemben a Köztársasági Archívum. 1812-ben Napóleon császár engedélyezte a régi mértékegységek használatát 1837-ig, amikor ismét hatályos lett a méter és a kilogramm használata.
1867-ben a párizsi világkiállításon összegyűlt tudósok a Szentpétervári Tudományos Akadémia és a Nemzetközi Geodéziai Szövetség részéről létrehozták a Nemzetközi Méterbizottságot (Commission Internationale du Métre 1872 augusztus 8-13). A bizottságnak brit részről három jelentős tagja volt: Sir George Biddel Airy csillagász, Henry Williams Chisholm szabványügyi szakértő, William Hallowes Miller, az ásványtan professzora. ...
Az X keresztmetszetű formát Henri Tresca javaslatára hozták létre azért, hogy megfelelően nagy legyen az új etalon merevsége. Az ő javaslatára döntöttek arról is, hogy a métert jelentő jeleket az idomon a semleges szál vonalában készítsék el (a méteretalon valóságos hossza 102 centiméter). Mindaddig csupán 100 kilogramm platina–irídium ötvözetet sikerült készíteni (George Matthey metallográfus 1862-ben), de szükségessé vált ennek kiegészítése 250 kilogrammra. Ezt Henri Sainte-Claire Deville és J. Henri Debra pótolták. Az ötvözet három hatalmas darabból állt, amelyet 2 kilogrammos részekre vágtak. Az öntési művelet 1874. május 13-án történt a Conservatoire des Arts et Metiers épületében, Henri Tresca, a fia, Gustav Tresca, George Matthey, Deville és Debray felügyelete alatt. Az eredményül kapott öntvény 236 kilogramm lett. Az X forma létrehozása közben néhány munkadarab eltört, így összesen 27 méterrudat sikerült elkészíteni. Amikor Deville ellenőrizte az öntvények sűrűségét, kiderült, hogy az a vártnál kisebb, mert vas- és ruténiumszennyeződés került bele. Matthey megállapítása szerint a vasszennyeződés az X formák hideghúzása miatt került a méterrudak anyagába. Ezért felkérték, hogy készítsen két négyszögletes méterrudat is. Ezek hidegalakítása már sikerrel járt, és ezzel vált véglegessé az X formájú változat. A rudak X formába való sajtolása 448 órát vett igénybe. 1876 és 1878 között további méteretalonokat készített, többek között egy négy méter hosszú darabot is a Nemzetközi Geodéziai Társaság megrendelésére.
1882-ben a francia állam további 30 méterrudat rendelt (a cég neve akkor már Johnson és Matthey volt). Az ötvözet összetétele:
89,75–90,25% platina
9,75–10,24% irídium
< 0,1% ruténium
< 0,1% vas
< 0,15% ródium és palládium
< 0,02% arany, réz, ezüst, vagy egyéb fém
1892 és 1941 között a BIPM és egyes nemzeti laboratóriumok kilenc alkalommal ellenőrizték a méteretalon méretét, és az eltérések kisebbek voltak három-tízmilliomodnál.
Magyarország számára 1889. szeptember 24-én a 14-es sorszámú méteretalont osztották ki. ... https://hu.wikipedia.org/wiki/M%C3%A9ter


above & below: NoHigher! Juci'bácsi's collect: Hu. text Student Function Tables: Materials: density of materials - Iskolai Függvénytáblázatok: Anyagok 1970. Volfrám - Wolfram=Tungsten


Hu. text: Etalonok: Mérések során erre vezetjük vissza a mért mennyiséget, Szempontok: -Pontosság, -Reprodukálhatóság, -Könnyű elérhetőség, -Elméleti alátámasztás

Hu. text: Metrikus rendszer Méteregyezmény (1875.) MKS rendszer (1889.)
CGS mértékegységrendszer
MKS rendszer (1889.)
méter, kilogramm, másodperc
MKSA rendszer (1946.) amper
SI Nemzetközi egységrendszer (1960.)
Ahol nem az SI-t használják:
Kivételek: Burma, Libéria, USA
Méter (m) Korábban: Relativitáselmélet: a fény sebessége állandó
etalon hossza, fény hullámhossza
Relativitáselmélet: a fény sebessége állandó
A méter annak az útnak a hosszúsága, amelyet a fény vákuumban 1/ másodperc időtartam alatt megtesz.
Mérés: hullámhosszra visszavezetve
A mérés szerepe a tudományban:
Tudományos megismerés
Valóságra vonatkozó új ismeretek
Ismeretek alkalmazása
Hipotézisek + elméletek
Empirikus megismerés (mérések):
Elméletek ellenőrzése
Konkrét paraméterek megállapítása
Mérés szerepe az iparban:
Gyártásirányítás
Folyamatelemzés, folyamatirányítás
Minőségbiztosítás
Nyersanyag, késztermék ellenőrzése
Gyártási biztonság
Emberek, létesítmény, környezet biztonsága
Gyártásszervezés
Darabszám, minőség
Mérések megbízhatósága:
Mérési hibák, véges pontosság
Mérési eljárás megbízhatósága
Elméletek, modellek megbízhatósága
Etalonok Mérések során erre vezetjük vissza a mért mennyiséget
Szempontok:
Pontosság
Reprodukálhatóság
Könnyű elérhetőség
Elméleti alátámasztás
A mérés definíciója II.:
Egy mennyiség nagyságának jellemzése a választott mértékegységben jellemzett számmértékkel
Mennyiség = számmérték ∙ mértékegység
Magasság = 1,65 ∙ m
A mérés definíciója III.:
Egy ismeretlen mennyiség egy ismert állandónak gondolt mennyiséggel való összehasonlítása
Ez az állandó (etalon) rendelkezésre kell álljon
Közvetlen / közvetett összehasonlítás
Metrológiai alapfogalmak:
Mérhető mennyiség
Mennyiségrendszer
Alapmennyiség
Származtatott mennyiség
Mennyiség dimenziója
Egység dimenziójú mennyiség
Mértékegység
Mértékegységrendszer
Alapegység
Származtatott egység
Koherens mértékegység
Koherens mértékegységrendszer
Mennyiség értéke
Mérőszám
Egyezményes skála / referencia-skála
Törvényi háttér:
Európai Uniós szabályozás: Mérőeszköz Irányelv (MID) október 30.
Jogi szabályozás Magyarországon
1991. évi XLV. Törvény a mérésügyről
127/1991. (X.9.) Kormányrendelet
Mérésügyi szervezet: Magyar Kereskedelmi Engedélyezési Hivatal (MKEH) Metrológiai Főosztály
source: https://slideplayer.hu/slide/2405466/



above: NoHigher! Bundesarchiv_Bild_183-K1126-326, TT Eisenbahnen der Firma Zeuke -Wegwerth- KG source: Bundesarchiv

above: HiRes! 3D slider source: www.zeleny-feinmechanik.de


above: HiRes! Hungarian GIA-Form Kft. - Ltd. Digital Slide Meter source: facebook/GIA-Form
https://giaform.hu/ below: NoHigher! digital caliper fractional

 above: NoHigher! (Cropped vertic.!) Soviet made Logarythm lineyka - Slide rule - Logarléc
above: NoHigher! (Cropped vertic.!) Soviet made Logarythm lineyka - Slide rule - Logarléc

https://giaform.hu/ below: NoHigher! digital caliper fractional
above: NoHigher! Standart 0,05 mm slide-meter: 10,00 mm

above: NoHigher! Hu. MOM product #tolómérce - slide meter

above: HiRes! Measuring rule/Slide-meter with 'Vernier' scale - Tolómérce 0,02mm 'Nóniusz'-os skálával below: NoHigher! Main parts of slide-meter I. - Tolómérce fő részei - Schematische Darstellung eines Messschiebers source: wikipedia


above: ⍉ 22,2 mm


above: HiRes! Main parts of slide-meter II. - Tolómérce fő részei - Messschieber mit Nonius-Ablesung source: wikipedia
En. text: Illustration of a vernier caliper. The caliper is showing a measurement of 2.475 cm ± 0.005 cm. Legend: Outside jaws: used to measure external length Inside jaws: used to measure internal length Depth probe: used to measure depth Main scale (cm) Main scale (inch) Vernier (cm) Vernier (inch) Retainer: used to block/release movable part
The calipers in the diagram show a primary reading on the metric scale of about 2.475 cm (2.4 cm read from the main scale plus about 0.075 cm from the Vernier scale). Calipers often have a "zero point error", which is when the calipers do not read 0.000 cm when the jaws are closed. The zero point error must always be subtracted from the primary reading. Let us assume these calipers have a zero point error of 0.013 cm. This would give us a length reading of 2.462 cm. For any measurement, reporting the error on the measurement is also important. Both the primary reading and the zero point reading are bounded by plus/minus half the length corresponding to the width of the smallest interval on the Vernier scale (0.0025 cm). These are "absolute" errors and absolute errors add, so the length reading is then bounded by plus/minus the length corresponding to the full width of the smallest interval on the Vernier scale (0.005 cm). Assuming no systematics affect the measurement (the instrument works perfectly), a complete measurement would then read 2.462 cm ± 0.005 cm.
Hu. text: 1. Külső mérőpofa: külső méretek mérésére használatos 2. Belső pofa: belső méretek mérésére használatos 3. Mélységmérő: mélység mérésére használatos 4. Fő beosztás (mm) 5. Fő beosztás (hüvelyk) 6. Nóniusz (mm) 7. Nóniusz (hüvelyk) 8. Rögzítő: a mozgó rész rögzítésére szolgál a pontos leolvasás megkönnyítése céljából

above: NoHigher! Using the vernier caliper to measure a nut. How to take a reading: the units and first decimal place (2,4) are read directly on the principal scale, against the "0" of the vernier. The second decimal place is read by finding the scale marking of the vernier which is aligned with a scale marking of the principal scale. In this case, it is "7". So, the measurement is 2,47.: INOX temp slide-meter animated. - Gebrauch eines Messschiebers, Nonius-Ablesung made by: Joaquim Alves Gaspar, modified by ed g2s - A feltöltő saját munkája source: wikipedia




above: "Vernier"- reading measuring scale - Hu. text: a Nóniuszos mérő-leolvasás elve


above: NoHigher! Nonius types

above & below Two: NoHigher! Cyrillic text Method


 above: MedRes! De. text 'Nonius' Strich source: http://tec.lehrerfreund.de
above: MedRes! De. text 'Nonius' Strich source: http://tec.lehrerfreund.de

above: NoHigher! Hu. text 'Nóniusz' beosztások - Vernier scale

Hu. text: A tolómérce vagy tolómérő elsősorban a gépiparban használt hosszmérő műszer. A tolómércével külső és belső méreteket és mélységet lehet mérni. A leggyakrabban használt tolómérce 0–150 mm hossz mérésére alkalmas. Az egyszerűbb tolómércék nóniusz-skálával készülnek a leolvasás pontosságának növelése céljából. Attól függően, hogy a nóniusz-skála milyen hosszú, a leolvasási pontosság változik:
0,1 mm pontosság - 9 mm skálahossz
0,05 mm pontosság - 19 mm skálahossz
0,02 mm pontosság - 49 mm skálahossz.
Pontosabb az órás tolómérce, melynél a mozgó pofa elmozdulását egy fogaskerekes áttételen keresztül forgatott mutató felnagyítja, a mért értéket íves skálán lehet leolvasni.
A legújabb tolómércék digitális folyadékkristályos kijelzővel készülnek. Ezek nagyobb pontosságot[forrás?], könnyebb leolvashatóságot biztosítanak. Alkalmasak relatív mérésre ill. sorozat mérésnél minőségi megfeleltség megállapítására.
Nagyobb mérési pontosságot mikrométerrel lehet elérni.
A tolómérce használata:
A tolómércével való mérés úgy történik, hogy a rögzítő kilazításával a pofákat a mérendő testhez szorítjuk mérsékelt erővel, rögzítjük a pofát, majd a mérendő darabtól elvéve a tolómérőt, leolvassuk a mért eredményt. Nagyobb pontosság eléréséhez célszerű a mérést megismételni.
A tolómérce használatához gyakorlatra van szükség. Hengeres darab külső átmérőjének mérésekor ügyelni kell arra, hogy a mérőpofák valóban a henger átmérőjét mérjék és nem egy ellipszis metszet nagyátmérőjét. Nem szabályos testek méreteinek mérése szintén gyakorlatot igényel. A mérés pontosságát befolyásolja a mérő személy gyakorlottsága, a hőmérséklet, a tolómérce műszaki állapota, az alkalmazott mérőnyomás nagysága. ... https://hu.wikipedia.org/wiki/Tol%C3%B3m%C3%A9rce
En. text: A caliper (British spelling also calliper, or in plurale tantum sense a pair of calipers) is a device used to measure the distance between two opposite sides of an object. Many types of calipers permit reading out a measurement on a ruled scale, a dial, or a digital display. But a caliper can be as simple as a compass with inward or outward-facing points. The tips of the caliper are adjusted to fit across the points to be measured and then the caliper is then removed and the distance read by measuring between the tips with a measuring tool, such as a ruler.
It is used in many fields such as mechanical engineering, metalworking, forestry, woodworking, science and medicine. ... https://en.wikipedia.org/wiki/Calipers
De. text: Der Messschieber (in Teilen Deutschlands auch Schieblehre oder Kaliber, in Österreich Schiebelehre und Schublehre) ist ein Längen-Messgerät.
Auf einer Stange mit in der Regel zwei Messschenkeln lässt sich ein Schieber bewegen, der ebenfalls Messschenkel trägt. Für Außen- oder Innenmessung wird je eins der Messschenkelpaare an einen Körper von außen bzw. an die Wände eines Hohlraums von innen angelegt. Am Schieber befindet sich meistens noch eine Messstange, die z. B. zur Tiefenmessung von nicht durchgehenden Bohrungen verwendet wird.
Geschichte:
Der älteste Fund eines Messschiebers stammt vom griechischen Giglio-Wrack vor der italienischen Küste, der zur Außenmessung diente (heutige Bezeichnung und Verwendung als Messkluppe). Das Schiff sank im 6. Jahrhundert v. Chr. Das Fundstück war aus Holz gefertigt. Messschieber blieben auch später bei den Griechen und Römern in Gebrauch.
Allgemeines:
Es gibt verschiedenartige Messschieber: Einfache Messschieber haben zur Steigerung der Ablesegenauigkeit wenigstens einen Nonius. Varianten, bei denen der Messwert auf einer Rundskala angezeigt wird, weisen eine höhere Genauigkeit auf. Seit den 1990er Jahren sind digitale Messschieber mit einer digitalen Ziffernanzeige verfügbar. Diese lassen sich besser und schneller ablesen und machen die Übertragung der Messwerte zu externen Auswerteeinrichtungen möglich.
Messschieber bestehen bevorzugt aus nichtrostendem gehärtetem Stahl, um Korrosion und Abrieb zu mindern und die Maßhaltigkeit dauerhaft zu gewährleisten. Für geringere Anforderungen gibt es Messschieber aus (rostendem) Stahl, Messing oder – meist glasfaserverstärktem – Kunststoff.
Messschieber für den Gebrauch im Maschinen- und Metallbau haben meist auf der Rückseite eine eingravierte oder aufgeklebte Tabelle, auf der den ganzzahligen Gewinde-Nenndurchmessern die Durchmesser der zugehörigen Kernbohrer für die Vorbereitung zum Schneiden von Innengewinden zugeordnet sind.
Bei der Messung von Außen- und Innendurchmessern mit dem Messschieber wird im Gegensatz zur Messschraube das Abbesche Komparatorprinzip nicht eingehalten. Der dadurch bedingte Fehler (Kippfehler erster Ordnung) führt zu einer im Aufbau des Messschiebers begründeten prinzipiell nicht vermeidbaren Messungenauigkeit. Weitere Fehlermöglichkeiten sind Führungsfehler, Anlagefehler an das zu messende Objekt und Verschleiß (Beschädigung, Verschmutzung). Wenn mit der Tiefenmessstange gemessen wird, wird das Abbesche Prinzip nicht verletzt, da Skala und Messstange in einer Flucht liegen.
Das Messen mit dem Messschieber gehört zu den direkten Messverfahren, da Eingangsgröße und Ausgangsgröße identisch sind (in diesem Fall die Länge).
Vor- und Nachteile:
Vorteile des Messschiebers gegenüber anderen Längen-Messeinrichtungen sind:
Relativ hohe Messgenauigkeit
Einfach und schnell zu bedienen
Robustes und preiswertes Taschenmessgerät
Nachteile sind:
Die Messunsicherheit ist größer als die Auflösung der Anzeige.
Die Wiederholgenauigkeit ist schlechter als bei einem Messgerät mit konstanter Messkraft (Messschraube oder Messuhr).
Typischer Aufbau eines Messschiebers:
Stab mit festen Messschenkeln (schneidenförmig, für Außenmessung (1) auch ebene Teile)
Beweglicher Schieber mit Gegen-Messschenkeln (extra Stab (3) für Tiefenmessung)
Messskalen auf dem Stab (metrisch (4), Zoll (5))
Nonius-Skalen auf dem Schieber (metrisch (6), Zoll (7))
Druckhebel (8) zum Lösen der mit Federkraft wirkenden Unterbindung der Schieberbewegung, oder Klemmschraube wie oberes Beispielbild

above: NoHigher! Hu. text 'Nóniusz' beosztások - Vernier scale




above: HiRes! "Drive-shaft Excenter - Meghajtó excentert tengely": Deutsch style drawing welle - Maschinenzeichen source: www.w-me.de


above: NoHigher! Hu. text. 'Vernier' scale


above: HiRes! 0,02 mm Nonius with lower "Vernier" scale: 0,00

above: NoHigher! MOM product long measuring ruler

above: HiRes! Juci'bacsi's MOM spherical worm-gear from 1970. ⍉29,35 mm

above: HiRes! Juci'bacsi's MOM spherical worm-gear from 1970. ⍉29,35 mm

above: HiRes! Juci'bácsi's Soviet ATGM 9M14P1 'Maljutka' guidance gyroscope rotor from 1978. ⍊ 27,15 mm

above & below: HiRes! Juci'bácsi's MOM 41 -made six initial trapezoid screw diameter 20 mm ⦰, worm spindle of DJa-6 A-A Arty stereo rangefinder, horizontal transmission of director gearbox - 6-bekezdésű trapézmenet, csigaorsó Légvédelmi sztereotávmérő vízssintes irányzógépből 1970.


NoHigher! above: Depth & Angle-meter - Mélység és Szögmérő

above: NoHigher! This animation shows how to read calipers when there is a "zero error". In most cases, it is ideal that a caliper read 0.00 mm when the jaws are closed but the caliper in the animation shows a reading of +0.10 mm. This is the caliper's zero error, which in general may be zero or negative too. Since all measurements with these calipers would then overestimate lengths by +0.10 mm (i.e., a systematic error), the zero error must be subtracted from all length measurements. The formula for a proper reading of a caliper is "(actual reading) = (main scale) + (vernier scale) - (zero error)". In the animation, the main scale reading is 19.00 mm and the vernier scale reading is 0.54 mm, so the actual reading is 19.00 + 0.54 - (-0.10) = 19.44 mm. The error of the instrument is the width of the smallest sub-interval which is 0.02 mm in this case. The complete reading can be expressed as 19.44 mm ± 0.02 mm
by: Lookang many thanks to Fu-Kwun Hwang and author of Easy Java Simulation = Francisco Esquembre - Own work source: wikipedia

above: NoHigher! CNC workeress is measuring the diameter of shaft with slide gauge.


above: MedRes! Slide rule logarythm scale similar to 'Vernier' - Logarléc hasonló a 'Nóniusz'-hoz


above: HiRes! Swiss made, TESA CCMA-P 150 mm 0.02 mm dial caliper measuring 15.62 mm. by: Lucasbosch - Own work source: wikipedia

above: MedRes! Dial caliber from 'Mahr' below: NoHigher! a Digitral Caliber is used to precisely measure a short length 2 Euro/EUR/€ source: wikipedia



above: MedRes! Digital measurement by: Russian Avsym post


NoHigher! Japanese made: 'Mitutoyo' absolute caliper below: with depth base

Mitutoyo Corporation (株式会社ミツトヨ, Kabushiki Kaisha Mitsutoyo) is a Japanese multinational corporation specializing in measuring instruments and metrological technology, headquartered at Takatsu-ku, Kawasaki, Kanagawa.
It was founded in 1934 by Yehan Numata (沼田 恵範 Numata Ehan). ... https://en.wikipedia.org/wiki/Mitutoyo https://www.mitutoyo.com/




above: NEW! NoHigher! Am. U.S. size Etalon in Inch" - Coll-ban/Hüvelyk-ben source: Pinterest



below: Digital caliper: Sensing side of the PCB showing capacitive linear encoder pads inside the slider. Small vertical bars are connected in 8 sets of 6 groups with horizontal traces on the other side through the diagonally arranged vias. - Kapazitive Elektroden unter dem Display am Schieber source: wikipedia

De. text: Digitale Messschieber ersetzen den analogen Nonius durch eine digitale Anzeigeeinheit, welche neben einer Flüssigkristallanzeige (LCD) für die Ziffernanzeige, verschiedenen Bedienelementen in Form von Drucktastern auch einen Mikroprozessor für Berechnungen und üblicherweise eine Knopfzelle für die Stromversorgung umfasst. Durch die Möglichkeiten, welche die Ziffernanzeige bietet, kann zwischen verschiedenen Einheiten wie metrischer Ausgabe oder der Darstellung in Zoll per Knopfdruck umgeschaltet werden. Die Genauigkeit digitaler Messschieber ist je nach Modell verschieden und liegt bei einer Gesamtlänge von 150 mm im Bereich von 0,01 mm bis 0,02 mm. Die Auflösung der Anzeige beträgt 0,01 mm und bei manchen Modellen 0,001 mm. Bei längeren Messschiebern nimmt die absolute Genauigkeit ab. ... https://de.wikipedia.org/wiki/Messschieber

above: HiRes! (Cropped!) Digital caliper by: Jacek Halicki - Own work source: Wikipedia

above: NoHigher! The biggest Asian Hornet "Killer Hornet" of the World - nagy ázsiai óriás lódarázsból (Vespa mandarinia)
Hu. text article of index.hu: A világ eddig ismert legnagyobb lódarazsait találták meg: Juhász Edina 2019.march 06.
Az ázsiai lódarázs egy új alfajára bukkantak rá Kínában, ezek lehetnek az eddig ismert legnagyobb lódarazsak. A 9,35 centiméter szárnyfesztávolságú példányt a kínai Jünnan tartományban, a mianmari határ mentén fedezték fel. A dolgozó darázs testének hossza 6 centiméteres, a kaptárának belső átmérője eléri a két métert. ... https://index.hu/techtud/2019/03/06/vilag_legangyobb_lodarazsa/

above: NoHigher! Slide-meter - Tolómérő - Mikrométer - Micrometer

HiRes! above: 5783metric 'Vernier' micrometer with nonius. below: 578metric-micrometer. source: Wikipedia

De. text: Eine Messschraube (oft auch Mikrometerschraube oder nur Mikrometer genannt) ist ein Längenmessgerät. ... https://de.wikipedia.org/wiki/Messschraube

source: Wikipedia

above: HiRes! 'Mahr' Modern micrometer with a reading of 1.640 ± 0.005 mm. Assuming no zero error, this is also the measurement. below: NoHigher! The parts of a micrometer caliper. Note the addition of a unit conversion chart etched onto the frame, useful for converting between fractional inch measurements and their decimal equivalents. source: Wikipedia

Micrometers are also used in telescopes or microscopes to measure the apparent diameter of celestial bodies or microscopic objects. The micrometer used with a telescope was invented about 1638 by William Gascoigne, an English astronomer.
Operating principles:
Micrometers use the screw to transform small distances (that are too small to measure directly) into large rotations of the screw that are big enough to read from a scale. The accuracy of a micrometer derives from the accuracy of the thread-forms that are central to the core of its design. In some cases it is a differential screw. The basic operating principles of a micrometer are as follows:
The amount of rotation of an accurately made screw can be directly and precisely correlated to a certain amount of axial movement (and vice versa), through the constant known as the screw's lead (/ˈliːd/). A screw's lead is the distance it moves forward axially with one complete turn (360°). (In most threads [that is, in all single-start threads], lead and pitch refer to essentially the same concept.)
With an appropriate lead and major diameter of the screw, a given amount of axial movement will be amplified in the resulting circumferential movement.
For example, if the lead of a screw is 1 mm, but the major diameter (here, outer diameter) is 10 mm, then the circumference of the screw is 10π, or about 31.4 mm. Therefore, an axial movement of 1 mm is amplified (magnified) to a circumferential movement of 31.4 mm. This amplification allows a small difference in the sizes of two similar measured objects to correlate to a larger difference in the position of a micrometer's thimble. In some micrometers, even greater accuracy is obtained by using a differential screw adjuster to move the thimble in much smaller increments than a single thread would allow.
In classic-style analog micrometers, the position of the thimble is read directly from scale markings on the thimble and sleeve (for names of parts see next section). A vernier scale is often included, which allows the position to be read to a fraction of the smallest scale mark. In digital micrometers, an electronic readout displays the length digitally on an LCD on the instrument. There also exist mechanical-digit versions, like the style of car odometers where the numbers "roll over".
Reading:
The spindle of a micrometer graduated for the Imperial and US customary measurement systems has 40 threads per inch, so that one turn moves the spindle axially 0.025 inch (1 ÷ 40 = 0.025), equal to the distance between adjacent graduations on the sleeve. The 25 graduations on the thimble allow the 0.025 inch to be further divided, so that turning the thimble through one division moves the spindle axially 0.001 inch (0.025 ÷ 25 = 0.001). Thus, the reading is given by the number of whole divisions that are visible on the scale of the sleeve, multiplied by 25 (the number of thousandths of an inch that each division represents), plus the number of that division on the thimble which coincides with the axial zero line on the sleeve. The result will be the diameter expressed in thousandths of an inch. As the numbers 1, 2, 3, etc., appear below every fourth sub-division on the sleeve, indicating hundreds of thousandths, the reading can easily be taken.

The spindle of an ordinary metric micrometer has 2 threads per millimetre, and thus one complete revolution moves the spindle through a distance of 0.5 millimeter. The longitudinal line on the sleeve is graduated with 1 millimetre divisions and 0.5 millimetre subdivisions. The thimble has 50 graduations, each being 0.01 millimetre (one-hundredth of a millimetre). Thus, the reading is given by the number of millimetre divisions visible on the scale of the sleeve plus the particular division on the thimble which coincides with the axial line on the sleeve.
Suppose that the thimble were screwed out so that graduation 5, and one additional 0.5 subdivision were visible on the sleeve (as shown in the image), and that graduation 28 on the thimble coincided with the axial line on the sleeve. The reading then would be 5.00 + 0.5 + 0.28 = 5.78 mm.
Vernier micrometers:
Some micrometers are provided with a vernier scale on the sleeve in addition to the regular graduations. These permit measurements within 0.001 millimetre to be made on metric micrometers, or 0.0001 inches on inch-system micrometers.
The additional digit of these micrometers is obtained by finding the line on the sleeve vernier scale which exactly coincides with one on the thimble. The number of this coinciding vernier line represents the additional digit.
Thus, the reading for metric micrometers of this type is the number of whole millimeters (if any) and the number of hundredths of a millimeter, as with an ordinary micrometer, and the number of thousandths of a millimeter given by the coinciding vernier line on the sleeve vernier scale. ... https://en.wikipedia.org/wiki/Micrometer
Reading:
The spindle of a micrometer graduated for the Imperial and US customary measurement systems has 40 threads per inch, so that one turn moves the spindle axially 0.025 inch (1 ÷ 40 = 0.025), equal to the distance between adjacent graduations on the sleeve. The 25 graduations on the thimble allow the 0.025 inch to be further divided, so that turning the thimble through one division moves the spindle axially 0.001 inch (0.025 ÷ 25 = 0.001). Thus, the reading is given by the number of whole divisions that are visible on the scale of the sleeve, multiplied by 25 (the number of thousandths of an inch that each division represents), plus the number of that division on the thimble which coincides with the axial zero line on the sleeve. The result will be the diameter expressed in thousandths of an inch. As the numbers 1, 2, 3, etc., appear below every fourth sub-division on the sleeve, indicating hundreds of thousandths, the reading can easily be taken.

above: HiRes! Imperial and US customary measurement systems Micrometer thimble showing a reading of 0.2760 ± 0.0005 in. source: Wikipedia
Metric system:The spindle of an ordinary metric micrometer has 2 threads per millimetre, and thus one complete revolution moves the spindle through a distance of 0.5 millimeter. The longitudinal line on the sleeve is graduated with 1 millimetre divisions and 0.5 millimetre subdivisions. The thimble has 50 graduations, each being 0.01 millimetre (one-hundredth of a millimetre). Thus, the reading is given by the number of millimetre divisions visible on the scale of the sleeve plus the particular division on the thimble which coincides with the axial line on the sleeve.
Suppose that the thimble were screwed out so that graduation 5, and one additional 0.5 subdivision were visible on the sleeve (as shown in the image), and that graduation 28 on the thimble coincided with the axial line on the sleeve. The reading then would be 5.00 + 0.5 + 0.28 = 5.78 mm.
Vernier micrometers:
Some micrometers are provided with a vernier scale on the sleeve in addition to the regular graduations. These permit measurements within 0.001 millimetre to be made on metric micrometers, or 0.0001 inches on inch-system micrometers.
The additional digit of these micrometers is obtained by finding the line on the sleeve vernier scale which exactly coincides with one on the thimble. The number of this coinciding vernier line represents the additional digit.
Thus, the reading for metric micrometers of this type is the number of whole millimeters (if any) and the number of hundredths of a millimeter, as with an ordinary micrometer, and the number of thousandths of a millimeter given by the coinciding vernier line on the sleeve vernier scale. ... https://en.wikipedia.org/wiki/Micrometer



above: Animation of a micrometer in use. The object being measured is in black. The measurement is 4.140 ± 0.005 mm. Micrometer java applet with objects, help & zero error logic. What is the micrometer reading shown in the diagram if there is no zero error? the answer is =main scale + dial scale - (zero error) =4.00 + 0.14 - ( 0.00) = 4.14 mm http://weelookang.blogspot.com/2010/06/ejs-open-source-micrometer-java-applet.html by: Lookang many thanks to Fu-Kwun Hwang and author of Easy Java Simulation = Francisco Esquembre - Own work source: Wikipedia

above & below: NoHigher! Hu. text Leolvasási példák - Reading exercises
Hu. text: A mikrométer (paránymérő) precíziós hosszmérő műszer, mely elsősorban a gépiparban használatos, leolvasási pontossága nagyobb, mint a tolómércéé, általában 0,01 mm, de ritkán akár 0,001mm lehet. Tehát a nevével ellentétben nem milliomodméteres pontosságú.
Működési elve:
A mikrométer precíziósan megmunkált csavarból és anyából áll, melynek menetemelkedése általában 0,5 mm. A csavarszár milliméteres beosztású skáláján leolvashatók az egész és fél milliméterek. A csavarszár kerületén, mely esetenként nóniusz skálával van ellátva, 50 részre van osztva, ezen a milliméter tört részeit lehet leolvasni, egy osztás 0,01 mm-nek felel meg. Angolszász mértékegységekre készült mikrométerek esetén a menetemelkedés 0,025 in (hüvelyk), azaz egy inchre 40 menet esik. Az orsó kerületének skálája 25 részre van osztva, egy osztás 0,001 inchnek felel meg. Ha a csavarszáron nóniusz skála is van, úgy a leolvasás pontossága metrikus mikrométer esetén 0,001 mm, angolszász mértékegységek esetén pedig 0,0001 in. Újabban digitális leolvasású mikrométereket is gyártanak.
A mikrométereket a tolómércékhez hasonlóan rögzítő szerkezettel is ellátják, hogy a beállított méret a leolvasásig ne változhasson. Mivel a csavar befeszítésével helytelen kezelés esetén igen nagy mérőerő is alkalmazható, egyes mikrométereket nyomaték-határoló szerkezettel látnak el. Ez tulajdonképpen egy súrlódó tengelykapcsoló, mely a beállítottnál nagyobb nyomaték esetén old.
A mikrométerek fajtái:
Különböző célokra más más mikrométereket használnak.
Külső mikrométer mérőpofái síkok. Több méretben készülnek, például a következő mérési tartományokra:
0–25 mm, 25–50 mm, 50–75 mm, 75–100 mm.
a mérés leolvasását lehetővé tevő hengeres szerkezetet általában csak 0–25 mm-es tartományban gyártják, és a méréstartományt a kengyel által meghatározott mérettel bővítik ki, így alakulnak ki a 25 mm-es méréstartomány lépcsők.
Pontmikrométer. Ez külső mikrométer kúpos mérőpofákkal.
Belső mikrométer
Furatmélység-mikrométer
A mikrométer története:
A mikrométer a görög micros (kicsi) és metron (mér) szavak újkori összetételéből származik. Elsőként az angol William Gascoigne alkalmazta a 17. században a nóniusz továbbfejlesztéseként csillagászati teleszkópon, a csillagok szögtávolságának pontos mérése céljából. Hosszmérések céljára először a francia Jean Laurent Palmer készített mikrométert 1848-ban Párizsban. Angolszász országokban tömegtermelését először a Brown & Sharpe cég indította be 1867-ben. ... https://hu.wikipedia.org/wiki/Mikrom%C3%A9ter_(m%C3%A9r%C5%91eszk%C3%B6z)







above: NoHigher! Parts of Micrometer source: Pinterest.com

above & below: NoHigher! MOM - Magyar Optikai Művek - Hungarian Optical Works made Budapest Micrometers late 1960s source: www.vatera.hu & cserebere.hu


above: NoHigher! MOM mikrometer 50-75mm source: jofogas.hu

above: NoHigher! micrometer set: 0 to 6 inches


above: NoHigher! micrometer 5_1 inch

above: NoHigher! micrometer 2 inch


above: HiRes! #Deutsch #FRG #WERKZEUGMASCHINEN #G.M.B.H. #Düsseldorf: #Gravieren; Gravurbroschüre - #Engraving brochure - #Gravirozási prospektus from early 1970s source: from #Legacy of Mr. Miller József #hagyatékából 2018.



NoHigher! above: Toothgear measuring micrometer below: caliper tipe


NoHigher! above: screw thread micrometer below: screw thread micrometer



above: NoHigher! Toothgear measuring micrometer


above: MedRes! Left: point micrometer Right: small faces micrometer

NoHigher! above: Micrometer tube-wall thickness below: Hub-micrometer


above: MedRes! Hu. text image: Internal Dimensions for measuring micrometers - Belméretek méréséhez mikrométer source: Bárány N. Optimechanikai Mérőműszerek


above: MedRes! Inside gages micrometer - belsőmérethez mikrométer

above: NoHigher! Bore-micrometer crosss section source: Measure-o-tool.com

above: NoHigher! Threat gage: Bore micrometer - Furatmikrométer

above & below: NoHigher! (Edited!) Hu. text: Cross section of the Bore micrometer - Furatmikrométer source: Dr. Bárány Nándor: 'Finommechanikai Kézikönyv' MK - Műszaki Könyvkiadó Budapest 1974. 110,-Ft. (HUF)


above: NoHigher! 'Vernier' system bore-micrometer 03-246-S 800w source: Newport

above: NoHigher! (Cropped!) MITUTOYO-368-764 bore-micrometer 12-16mm by: H Roberts

above: NoHigher! Mitutoyo 6-7inch source: Judge Tool & Gage

above: NoHigher! GROUP 800w source: Newport

above: HiRes! (Differential-) Mikrometerschraube source: Wikipedia

above: NoHigher! (Cropped vertic!) Brown & Shape "Intramik" source: Judge Tool & Gage

above: HiRes! Measuring Tools patent (Industrial Press) source: Wikimedia commons

above: NoHigher! Differential adjuster from patent source: Wikiwand

above: NoHigher! Inch - Decimal conversion table

above: NoHigher! Hu. text: source: www.meromuszerek.hu
 above: MedRes! (Lightened!) Machining Turning: Another large micrometer in use. Ex-stage orchestra musician, checking an M7 gun with gage, after turning out on a gun lathe. Her two brothers and husband are in the service. photo by: Howard R. Hollem 1943 date source: https://en.wikipedia.org/wiki/Micrometer
above: MedRes! (Lightened!) Machining Turning: Another large micrometer in use. Ex-stage orchestra musician, checking an M7 gun with gage, after turning out on a gun lathe. Her two brothers and husband are in the service. photo by: Howard R. Hollem 1943 date source: https://en.wikipedia.org/wiki/Micrometer

M7 Priest: The 105 mm Howitzer Motor Carriage M7 was an American self-propelled artillery vehicle produced during World War II. It was given the official service name 105 mm Self Propelled Gun, Priest by the British Army, due to the pulpit-like machine gun ring, and following on from the Bishop and the contemporary Deacon self-propelled guns.... https://en.wikipedia.org/wiki/M7_Priest


above: NEW! MedRes! Micrometer set with inches calibre




above: Hu. MedRes! Lk = 75 mm - Nagy kengyeltávolságú mikrométer "Microby"



above & below: NoHigher! Hu. text: Mr. Bárány Nándor: Fine mechanics Handbook - Finommechanikai Kézikönyv



above: MedRes! Made in Germany KS micrometer 0,002 mm



micrometer stand


above & below Two: NoHigher! Digital & Conventional "Blade" micrometer - "Penge/lapát"


above & below: NoHigher! (Cropped!) 'Interapid' Inches measuring gauge-dial - mérőóra Collban



NoHigher! above: "Z" axis offset gage


above & below: NoHigher! Hu. text: Fine mechanics handbook - Finommechanikai Kézikönyv - Műszaki Könyvkiadó Budapest 1974.
szerkesztette: DR. Bárány Nándor okl. gépészmérnök, a műszaki tudományok doktora, akadémikus
(Műszaki Könyvkiadó, Budapest, 1974) Juci'bácsi's collection of book by: www.antikvarium.hu


above: NoHigher! righthand: pipe wallthickness gauge - csőfal vastagságmérő Micrometer


En. text: Indicator (distance amplifying instrument):
In various contexts of science, technology, and manufacturing (such as machining, fabricating, and additive manufacturing), an indicator is any of various instruments used to accurately measure small distances and angles, and amplify them to make them more obvious. The name comes from the concept of indicating to the user that which their naked eye cannot discern; such as the presence, or exact quantity, of some small distance (for example, a small height difference between two flat surfaces, a slight lack of concentricity between two cylinders, or other small physical deviations).
The classic mechanical version, called a dial indicator, provides a dial display similar to a clock face with clock hands; the hands point to graduations in a circular scales on the dial which represent the distance of the probe tip from a zero setting. The internal works of a mechanical dial indicator are similar to the precision clockworks of a mechanical wristwatch, employing a rack and pinion gear to read the probe position, instead of a pendulum escapement to read time. The side of the indicator probe shaft is cut with teeth to provide the rack gear. When the probe moves, the rack gear drives a pinion gear to rotate, spinning the indicator "clock" hand. Springs preload the gear mechanism to minimize the backlash error in the reading. Precise quality of the gear forms and bearing freedom determines the repeatable precision of measurement achieved. Since the mechanisms are necessarily delicate, rugged framework construction is required to perform reliably in harsh applications such as machine tool metalworking operations, similar to how wristwatches are ruggedized.
Other types of indicator include mechanical devices with cantilevered pointers and electronic devices with digital displays. Electronic versions employ an optical or capacitive grating to detect microscopic steps in the position of the probe.
Indicators may be used to check the variation in tolerance during the inspection process of a machined part, measure the deflection of a beam or ring under laboratory conditions, as well as many other situations where a small measurement needs to be registered or indicated. Dial indicators typically measure ranges from 0.25 mm to 300 mm (0.015in to 12.0in), with graduations of 0.001 mm to 0.01 mm (metric) or 0.00005in to 0.001in (imperial/customary).
Various names are used for indicators of different types and purposes, including dial gauge, clock, probe indicator, pointer, test indicator, dial test indicator, drop indicator, plunger indicator, and others. ... https://en.wikipedia.org/wiki/Indicator_(distance_amplifying_instrument)

above: HiRes! 'Mitutoyo' Finger Dial Test Indicator source: Wikipedia

above: NoHigher! Depth gage-dial meter set - Mélységmérő mérőóra készlet


Hu. text: A mérőóra vagy indikátoróra gépipari mechanikus hosszmérő műszer, melyet általában 0–10 mm hosszú elmozdulások 0,1-0,01 mm pontosságú mérésére használnak. Egyes mérőórák pontossága 0,001 mm is lehet. A mérőóra érzékelő csapjának elmozdulását fogaskerekes áttétel nagyítja fel, és körskálán olvasható le az elmozdulás 0–1 mm közötti része. Az elmozdulás milliméternél nagyobb részét az óra számlapján belül elhelyezkedő kis skálán lehet leolvasni.
Gyártanak digitális kijelzésű mérőórákat is. Ezek könnyebb leolvasást és akár 0,1 μm pontosságú mérést biztosítanak. Lehetőség van továbbá a mért adatok tárolására és összehasonlítására is.
A mérőóra használata:
A mérőórát mindig állványra szerelve használják, az állvány vagy mereven befogott, vagy csúsztatható talpon áll. A szokásos állványok alaptestébe erős állandó mágnest szerelnek, mely egy kar segítségévl az alapsíkhoz közelíthető vagy távolítható. A mágnes segítségével erősen hozzáfogható acél alaphoz.
Mérőórával kis elmozdulásokat lehet mérni, az elmozdulásokból lehet következtetni az ugyancsak kis hosszméretekre. Az ábrákon két egyszerű alkalmazás vázlata látható.
Az egyik egy tengely ovalitásának (egészen pontosan az úgynevezett ütésének) mérését szemlélteti. A mérés úgy történik, hogy az óra állását leolvassuk a beállított helyzetben, majd kikeressük a legkisebb méretű helyet a tengely elforgatásával. Itt a mérőóra elforgatható számlapját „0” állásba forgatjuk, majd megkeressük a legnagyobb kitérés helyét. Ha a két helyzet közötti szög 90°, valóban ovalitásról van szó, ha 180°, excentricitásról, más szög esetén körkörösségtől való eltérésről.
A másik kép két sík párhuzamosságának vizsgálatát mutatja. A mérőórát állványra szerelik, mely elcsúsztatható a vonatkozási sík felületen. A másik felület párhuzamosságának ettől való eltérését a mérőórán le lehet olvasni.
Ha két tengely (például villanymotor és örvényszivattyú tengelyének) egytengelyűségét vizsgáljuk, az egyik tengelyre erősítjük a mérőórát a másik tengelyre merőlegesen. A két tengelyt együtt forgatva az indikátorórán a forgástengelyek egytengelyűségi hibájának kétszerese olvasható le az alkatrészek esetleges ovalitásától illetve körkörösségi hibájától vagy excentricitásától függetlenül.
Több mérőórával ezeknél összetettebb mérések is végezhetők. Két tengely szögeltérését két mérőóra segítségével mérhetjük ki. Az egyik tengelyhez rögzítünk két mérőórát tengelyirányban nekitámasztva a másik tengely tengelykapcsolójának minél nagyobb átmérőjű homlokfelületén. A szöghiba a felfekvési kör átmérőjéből és a két mérőóra elmozdulásainak különbségéből kiszámítható. Ugyancsak meghatározható az a sík is, melyben a két tengely hajlik egymáshoz. A mérést nem befolyásolja, ha a tengelyek egym áshoz képest tengelyirányban elmozdulnak. https://hu.wikipedia.org/wiki/M%C3%A9r%C5%91%C3%B3ra


above: MedRes! dial gage stand

above: HiRes! (Cropped!) Automatisches Mikrometer. Dickenmessgerät Paul Hildebrandt AG - Paul Hildebrandt AG: von Louis Schopper aus dem Bestand der Firma Hildebrandt Leipzig
photo by: Louis Schopper source: Wikipedia




above: Left: MedRes! Right: HiRes! Analoge und digitale Messuhr source: Wikipedia

above: NoHigher! MessUhren 40 mm from R. Mühle & Sohn, Glashütte, SA


Principe de mesure d'un défaut de rectitude dans un plan. below: Ovalitás mérése - Romary - A feltöltő saját munkája Mesure d'ovalisation avec un comparateur à cadran. source: Wikipedia

De. text: Eine Messuhr ist ein mechanisches Messgerät zum Messen von Längen oder Längendifferenzen. Sie wird zum Beispiel für Vergleichs-, Ebenheits-, Lage- oder Rundlaufmessungen eingesetzt. Messuhren existieren seit Ende des 19. Jahrhunderts und werden heute entweder mit einer analogen oder mit einer digitalen Anzeige hergestellt. Funktion und Aufbau von Messuhren werden durch die DIN-Verordnung 878 normiert. ... https://de.wikipedia.org/wiki/Messuhr



uci'bácsi's collection: Hu. text content: Hungarian #edition 1973. MK #American #NASA, #NAVY, #USAF #book; #Woodson - #Conover (#Ergonomia): "human - machine - works & planing of #workplace"








Ru. text: Измерительными головками называют измерительные приборы, преобразующие малые перемещения измерительного щупа в большие перемещения стрелки по шкале. Измерительные головки используются в основном для относительных измерений, замера отклонений, неровностей, биений поверхностей валов.
Первоначально, в 1890 году были разработаны рычажные измерительные головки (миниметры, рычажные индикаторы), затем зубчатые и рычажно-зубчатые головки (ортотесты), рычажно-винтовые индикаторы. В 1937 году были разработаны пружинные измерительные головки.
Наибольшее распространение получили индикаторы часового типа, рычажно-зубчатые индикаторы, многооборотные индикаторы, микрокаторы, оптикаторы[6], электроконтактные измерительные головки. ... https://ru.wikipedia.org/wiki/Cyrillic-Indicator


above: MedRes! below: NoHigher! Dial Indicators


above: NoHigher! Dial indicator setting - Mérő-Órakijelző beállítása

above & below: NoHigher! Measuring dial set

above: NoHigher! (Cropped!) Ru. text: Russian made indicator gauge - Индикатор часового типа, твердосплавный шарик в сменной оправе слева. Цена деления данного прибора 0,01 мм. source: wikipedia


above: NoHigher! measuring the diameter of an ammunition 0,50 Cal cartridge case with a dial gauge - 0,50 Kaliberes lőszerhüvely átmérő mérése mérőórával


above: MedRes! TESA measuring gauge - Mérőóra



above: NoHigher! inside gage sets Mitutoyo

above & below Two: NEW! NoHigher! Dial bore & cylinder gage - Furat mélység és ⍉ mérőóra





above: NoHigher! (Cropped!) 'Interapid' Inches measuring gauge-dial - mérőóra Collban

above: NoHigher! cylinder bore gage in Inch - Coll" 'Shroud'

above & below: NoHigher! Measuring

https://youtu.be/iqs9t1xEyIg


above second row: Lower: Dialindicatorcarriage stopand adjustable for most of my work thiswill-be more useful than the micrometer type stops on my (mini) lathe. Bottom: Left: HiRes! Quick set lathe way dial Indicator clampeb below: Shop made lathe milling attachment.

above & below: NoHigher! EMCO Unimat Mk.4 with vertical milling accesorie source: pinterest


above: NoHigher! EMCO-Unimat SL rebuilt using modified milling head to square up plate before hole layout

above: NoHigher! 'Noga' dial holder


above: MedRes! Milling stem "Z" axis offset gage - Marószár "Z" tengelyirányú eltérést mérőóra



above: NoHigher! Hu. text: Mérőóra: MOM Kalibergyár Budapest XIII. ker. Rózsa utca


above: NoHigher! below: MedRes! MOM Mérőóra

above: NoHigher! Hungarian MOM made measuring gauge


Fine mechanics handbook - Finommechanikai Kézikönyv - Műszaki Könyvkiadó Budapest 1974.
szerkesztette: DR. Bárány Nándor okl. gépészmérnök, a műszaki tudományok doktora, akadémikus
(Műszaki Könyvkiadó, Budapest, 1974) Juci'bácsi's collection of book by: www.antikvarium.hu

above: NoHigher! Book - Könyv: Bárány Nándor - Mitnyán László: Optimechanikai Műszerek - Optimechanic Instruments by: MK - Műszaki Könyvkiadó, Budapest, 1961. price - ára: 154,-Ft. (I have got it)






az optikai és mechanikai tudományok Német nagyjai:


above & below Two: NoHigher! Juci'bácsi's scan collection: also Courtesy FREE!










above: NoHigher! (Cropped) Hu. text: Checking the centrality of the lathe spindle tip with a dial gauge - Az eszterga főorsó csúcs központosságának ellenőrzése mérőórával source: 'Industrial Library': the Turner - Az Esztergályos 'Ipari Szakkönyvtár' Műszaki Könyvkiadó MK Budapest 1978.



above: Plate parallel measuring Dial gauge

above: NoHigher! A mechanical assembler checks ballscrew alignment prior to mounting a table on a Haas Toolroom Mill. To ensure accuracy, Haas Automation inspects all ballscrews for 100% parallelism to the axis guides during assembly. source: Pinterest.com!

above: NoHigher! Ru. text: Индикатор с электронной шкалой - Comparador de reloj digital. source: wikipedia

above & below: MedRes! 'Mitutoyo' Left: bore gage Right: Digimatic indicator


above: NoHigher! 2 inch digital indicator


above & below: NoHigher! TAIG Micro lathe with M6C-10 microscope


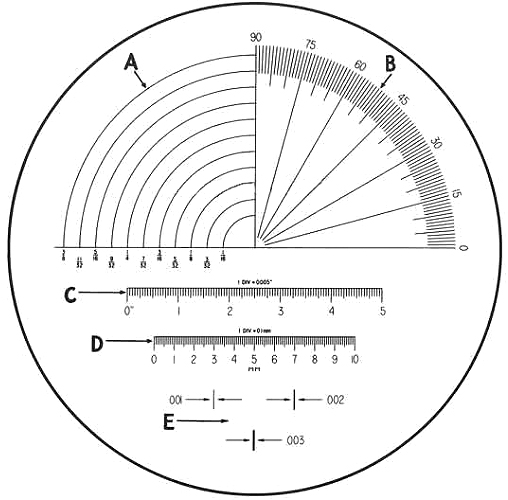
above: NoHigher! Meauring Microscope Optical bench, reticle - szállemez

above: NoHigher! Reticle of Bell & Howell Pocket Comparator

above: Brennglas

above: MedRes! "Steward" microscope 1875. below: NoHigh! History of Microscope Hu. text.


En. text: A microscope (from the Ancient Greek: μικρός, mikrós, "small" and σκοπεῖν, skopeîn, "to look" or "see") is an instrument used to see objects that are too small to be seen by the naked eye. Microscopy is the science of investigating small objects and structures using such an instrument. Microscopic means invisible to the eye unless aided by a microscope.
There are many types of microscopes, and they may be grouped in different ways. One way is to describe the way the instruments interact with a sample to create images, either by sending a beam of light or electrons to a sample in its optical path, or by scanning across, and a short distance from the surface of a sample using a probe. The most common microscope (and the first to be invented) is the optical microscope, which uses light to pass through a sample to produce an image. Other major types of microscopes are the fluorescence microscope, the electron microscope (both the transmission electron microscope and the scanning electron microscope) and the various types of scanning probe microscopes. ... https://en.wikipedia.org/wiki/Microscope
De. text: Ein Mikroskop (griechisch μικρός mikrós „klein“; σκοπεῖν skopeín „betrachten“) ist ein Gerät, das es erlaubt, Objekte stark vergrößert anzusehen oder bildlich darzustellen. Dabei handelt es sich meist um Objekte bzw. die Struktur von Objekten, deren Größe unterhalb des Auflösungsvermögens des menschlichen Auges liegt. Eine Technik, die ein Mikroskop einsetzt, wird als Mikroskopie bezeichnet. Mikroskope sind ein wichtiges Hilfsmittel in der Biologie, Medizin und den Materialwissenschaften. Die physikalischen Prinzipien, die für den Vergrößerungseffekt ausgenutzt werden, können sehr unterschiedlicher Natur sein. Dieser Artikel gibt eine Übersicht über die verschiedenen Mikroskoptypen, die alle auch in eigenen Artikeln dargestellt sind. Die bekanntesten Typen sind Lichtmikroskope, Elektronenmikroskope und Rastersondenmikroskopie. ...
Hu. text: A mikroszkóp (görögül: mikron = kicsi + szkopein = nézni) vagy régebbi nevén górcső egy eszköz, mely megjeleníti a szabad szemmel láthatatlan apró vizsgálati objektumokat. Az ilyen tárgyak mikroszkóppal való tanulmányozásának tudománya a mikroszkópia. A mikroszkopikus szó jelentése kicsi, szabad szemmel láthatatlan, megtekintésükhöz tehát mikroszkóp szükséges.
A mikroszkóp több mint 400 éves múltra tekint vissza. Az elsőt Hollandiában készítették valamikor 1590 és 1608 között. Mind a dátum, mind a feltaláló(k) kiléte bizonytalan. Három szemüvegkészítőt szoktak feltalálóinak nevezni: Hans Lippershey-t (aki az első igazi teleszkópot is kifejlesztette), Hans Janssent, és fiát, Zachariast.
A korai mikroszkópok lencséinek minősége igen gyenge volt, ezért torz képet adtak. Ennek ellenére ezek a meglehetősen durva eszközök óriási segítséget jelentettek az állatok, a növények és az ember szervezetének megismerésében.
A legelterjedtebb mikroszkópféle – az elsőként feltalált – fénymikroszkóp. Ez egy optikai eszköz, ami egy lencserendszerből és a szükséges kiegészítő részekből (tubus, állványzat, tárgyasztal, beállító csavarok, megvilágító rendszer) tevődik össze, melyek segítségével nagyított képet állít elő. A fénymikroszkópon kívül sok más mikroszkópfajta létezik. ...

#Gamma's #Microscopes



above: NoHigher! Gamma's & below Three: MedRes! "Abbe" system Microscope - "Abbé"-féle Mikroszkópok

above: NoHigher! Polyvewater is tested in the laboratory of the U.S. Standards Office - Polivízet vizsgálnak az amerikai szabványügyi hivatal laborjában source: index.hu




above: NoHigher! Cutaway drawing of Broken directional workshop microscope - Törtirányvonalú műhelymikroszkóp by: Ernst Leitz (Leitz Wetzlar)

above: NoHigher! Centering Microscope, Patent - Központozó mikroszkóp, találmány
above: NoHigher! opplanet by #American #Bausch-&-Lomb ("Ray#Ban") scales


above & below: MedRes! Juci'bácsi's scan collection: also Courtesy FREE!




above: NoHigher! below: MedRes! Juci'bácsi's scan collection: also Courtesy FREE!

above: Fine mechanics handbook - Finommechanikai Kézikönyv - Műszaki Könyvkiadó Budapest 1974.

above: NoHigher! Japanese '#OLYMPUS' BX 51 #microscope #cutaway#drawing-key
Olympus Corporation (オリンパス株式会社, Orinpasu Kabushiki-gaisha) is a Japanese manufacturer of optics and reprography products. Olympus was established on 12 October 1919, initially specializing in microscopes and thermometers. Olympus holds roughly a 70-percent share of the global endoscope market, estimated to be worth approximately US$2.5 billion. Its global headquarters are located in Shinjuku, Tokyo, Japan. In 2011, Olympus attracted worldwide media scrutiny when it fired its CEO and the matter snowballed into a corporate corruption investigation[5] with multiple arrests. It paid $646 million in kickback fines in 2016. ... https://en.wikipedia.org/wiki/Olympus_Corporation

above: NoHigher! Stereomicroscope optical design - Egy korszerű sztereó mikroszkóp rajza. A - tárgylencse B - Forgó dobra szerelt hollandi távcsövek C - Nagyításváltó kezelőgomb D - E - F - G - H - Binokuláris feltét by: Hungarian Tamasflex - A feltöltő: Mr. Flex Tamás saját munkája. source: Wikipedia



above: parts of Microscope; Left: MedRes! Right: HiRes! Hu. Text.
above: NoHigher! Juci'bácsi's scan collect from 1990. Hu. text magazine? Mikroszkóp



above: MedRes! Swiss made 'KERN-Arau' Stereomicroscopes with adjustable mass source: facebook.com/https://shop.tolomerobolt.hu/kern-stereomikroskop-binokular-greenough-1x

above: NoHigher! Producing of lenses

NoHigher! above: Magnifying Glass - Nagyítólencse below: Lupe "asif" 8x


above: NoHigher! Schnittzeichnung der Handlupe, F-64,5 mit 4 Linser
below: LOMO MOB-1-15x - Filar Micrometer By Dushan Grujich, on January 11th. 2015

above: NoHigher! A cross section diagram showing the internal construction of MOB-1-15x

above: NoHigher! LOMO MOB-1-15X Scale and Crosshair. Graphic representation of the two scales, both superimposed onto the intermediate image plane

above: NoHigher! (Cropped & Lightened!) Image of the Filar Micrometer with the additional tube 30.40 mm shorter than the standard tube used on Biolam 70 monocular
En. text: LOMO (Russian: Ленинградское Oптико-Mеханическое Oбъединение, romanized: Leningradskoye Optiko-Mekhanicheskoye Obyedinenie, lit. 'Leningrad Optical Mechanical Association') is a manufacturer of medical and motion-picture lenses and equipment based in St. Petersburg, Russia. The company was awarded three Order of Lenin decorations by the Soviet Union. Its Lomo LC-A consumer camera was the inspiration for the lomography photographic movement. ... https://en.wikipedia.org/wiki/LOMO
Ru. text: Трижды ордена Ленина Ленинградское оптико-механическое объединение имени В. И. Ленина (АО «ЛОМО́») — российская компания, занимающаяся производством и реализацией оптико-механических и оптико-электронных приборов. Предприятие оптико-механической промышленности Российской империи, СССР и России. Крупнейшее советское оптико-механическое производственно-конструкторское объединение. ...


above: NoHigher! Small Nickel Magnifier for Insects etc. & Make-up

above: NoHigher! Metric thread caliper - Metrikus menet Idomszer süllyeszték MOM

above: HiRes! Hu. text: 'Helios' gyűrűs és dugós idomszerek











below: Mérés - Illesztés - Érdesség - Measuring - Fitting - Roughness





above: NEW! NoHigher! Hu. std. machine technology drawing source: facebook/Amatőr esztergályosok csoport

above: HiRes! Classical cross section drawing about cylinder device









above: HiRes! Classical cross section drawing about cylinder device

above: NoHigher! Circular meter - Köralakmérő
above: Jewellery: Titanium utility ring 385USD
NoHigher! above: thread gages eng metric below: Angle gage set & detail


above: MedRes! radius gage set & detail


above: HiRes! Juci'bacsi's collect from FRG 'Hobby Magazin der Technik' 17.1.1983.

NoHigher! above: Measure metal tools layout - Fém mérőeszköz készlet

above: NoHigher! Slide Rule below: HiRes! 'Pickett' N600ES of Buzz Aldrin on Apollo-11






above: NoHigher! pin gage set 251-500 minus

above: HiRes! Hu. 'Gamma' slide ruler - logarléc source: www.tinas-sliderules.me.


above: NoHigher! Made in Japan: '#Mitutoyo' angle-meter
De. text: (2.nd) Mitutoyo Corporation (jap. 株式会社ミツトヨ Kabushiki Gaisha Mitsutoyo) ist ein japanischer Hersteller von Messinstrumenten und Messwerkzeugen.
Das Unternehmen wurde am 22. Oktober 1934 von Yehan Numata (沼田 恵範, Numata Ehan) gegründet, um eine Messschraube — das zur damaligen Zeit einzige Produkt der Firma — zu verkaufen. Die Firmenphilosophie bestand darin, ein qualitativ hochwertiges Produkt in hoher Stückzahl und dadurch auch zu erschwinglichen Preisen herstellen zu können. Basierend auf dieser Philosophie wurde das Produktangebot um andere mechanische Messmittel erweitert, etwa um Messschieber und Messuhren.
In den 1970er Jahren versuchte Mitutoyo ihre Messinstrumente um elektronische Komponenten zu erweitern. Daraus entstanden digitale Messwerkzeuge, die ein fehlerfreies Ablesen des Messwertes ermöglichten. In derselben Zeit begann das Unternehmen, große und komplexe Messmittel zu produzieren, etwa Koordinatenmessgeräte. Als die Statistische Prozesslenkung eingeführt wurde, war Mitutoyo führend in der Entwicklung von Analyse-Software und Bedienelementen. ... https://de.wikipedia.org/wiki/Mitutoyo
Das Unternehmen wurde am 22. Oktober 1934 von Yehan Numata (沼田 恵範, Numata Ehan) gegründet, um eine Messschraube — das zur damaligen Zeit einzige Produkt der Firma — zu verkaufen. Die Firmenphilosophie bestand darin, ein qualitativ hochwertiges Produkt in hoher Stückzahl und dadurch auch zu erschwinglichen Preisen herstellen zu können. Basierend auf dieser Philosophie wurde das Produktangebot um andere mechanische Messmittel erweitert, etwa um Messschieber und Messuhren.
In den 1970er Jahren versuchte Mitutoyo ihre Messinstrumente um elektronische Komponenten zu erweitern. Daraus entstanden digitale Messwerkzeuge, die ein fehlerfreies Ablesen des Messwertes ermöglichten. In derselben Zeit begann das Unternehmen, große und komplexe Messmittel zu produzieren, etwa Koordinatenmessgeräte. Als die Statistische Prozesslenkung eingeführt wurde, war Mitutoyo führend in der Entwicklung von Analyse-Software und Bedienelementen. ... https://de.wikipedia.org/wiki/Mitutoyo

above: HiRes! A combination square used for transferring designs. source: wikipedia


above: NoHigher! "#Steampunk" #style, angle #measuring #plate - #szögmérő, "#Gőzpunk" #stílusban

above &below: NoHigher! ' Starrett ' "EXACT" angle meter front & back - szögmérő szemből és hátulról


above: NoHigher! KM-1 Control levelling vial Quadrant for Mortars - Libellás szintező lövegehez by: bulcomersks

NoHigher! above: Universal Bevel Protractor


below: Precision marking compasses




above: MedRes! Mechanical Drawing IV Objects In Section

above: NoHigher! En. text: Hu. #ERSTE-Bank #bank-card #spending-profile on #retail #consumer-changes during the #COVID-19 #Corona-viral #pandemic in #2020. april
Hu. text: A Magyar ERSTE Bankos #bankkártyás költések profilja a #kiskereskedelmi #fogyasztói változásokról a COVID-19 #koronavírus #pandémia idején 2020-ban.; from: Upper row left to right: Carpenter devices +90%, Electronics +3%, Partner finding -1%, Tobacco *0%, Books -29%, from: Lower row left to right: Travelling -93%, Entartainment 90%, Fashion/Clothes -61%, Fuel Filling-station -45%, Restaurant -64%. source: index.hu
FIN!